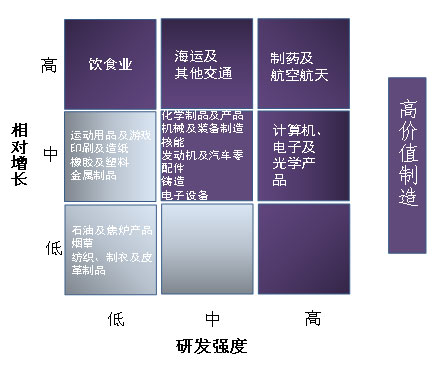
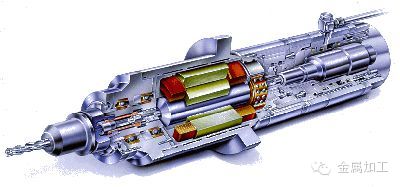
昨天介绍的头盔和铠甲(157期)體(tǐ)现了手造工艺的精美,今天同样是头盔,體(tǐ)现的是工业制造的精细和强大。
这个将一块铝锭一次切削成型,精细加工成為(wèi)山(shān)地摩托头盔的数控机床,是德玛吉的DMU 60P DUOBLOCK 5轴联动高精度数控加中心,德玛吉(DMG mori)大家都很(hěn)熟悉了,机械美學(xué)第10期专文(wén)介绍过。
这段精彩的加工表演,是為(wèi)纪念公司创立50周年(1960年成立),日本大槇精機株式会社(DAISHIN SEIKI CORPORATION)制作的,為(wèi)此获得了09年日本机械加工奖的金奖。
这款摩托头盔口部附近的最小(xiǎo)厚度仅為(wèi)0.3mm,其加工过程拍成的视频一在互联网上公开,就引来了世界各地的大量点击。参加欧洲的展会时,他(tā)们被F1赛車(chē)相关企业称為(wèi)“做头盔的那家公司”,并因此获得了订单。
大槙精机使用(yòng)了德國(guó)hypermill的软件版本号2009.1,他(tā)们表示希望通过制造此头盔将此机器和软件发挥到极限,展示公司的实力,三位工程师花(huā)费了总计约150小(xiǎo)时进行编程。
↓↓这种级别的切削,更像是艺术家在雕刻。先处理(lǐ)头盔底部↓↓
↓↓底部挖空才方便雕刻头盔内部↓↓
↓↓底部完工后再翻转过来刻顶部↓↓
机床灵活地四处移动,不断切削旋转的铝块,很(hěn)快就清楚地呈现出了经过精细造型的头盔形状。
=======钛金皇冠=====
也许是觉得摩托头盔还不足以匹配其高精度的工艺,大槙精机又(yòu)设计了一款钛金皇冠。大家都知道钛合金比铝合金更硬,可(kě)以同结构钢的硬度相比,但重量比钢轻,只有(yǒu)构钢的60%,价格也比铝合金贵。
↓↓钛金皇冠加工过程(4分(fēn)12秒(miǎo))↓↓
↓↓皇冠是用(yòng)左边这么一大坨钛金属雕刻成的↓↓
↓↓还是先雕刻底部↓↓
↓↓加工完成后再染成金色的零件↓↓
↓↓皇冠完工↓↓
↓↓设计过程和实物(wù)的对比↓↓
=======铝制吉他(tā)=======
这是為(wèi)客户定制的124把铝制吉他(tā)
看到这,也许大家会想,这家日本公司怎么总做些玩乐的东西?
其实,大槙精机的真正工作是精细金属加工。
做这些,只是在磨刀(dāo)
例如这个吉他(tā)的面板,就體(tǐ)现了大槙精机最自豪的技术,挑战极限的0.1mm精细切削。
↓↓薄如纸张的金属壁↓↓
大槙精机挑战了薄壁加工的极限,壁厚為(wèi)0.3mm的管材制成的铝制进排气歧管便是典范。其他(tā)企业一般会考虑采用(yòng)通过冲压加工分(fēn)别制造各管,然后再焊接起来的方法或采用(yòng)铸造方法,但大槙精机却采用(yòng)了切削加工技术均匀而稳定地削薄管壁。管道表面没有(yǒu)焊接等接合部分(fēn),非常光滑。采用(yòng)该技术,汽車(chē)及航空部件等设计复杂并需要减轻重量的多(duō)种部件均可(kě)加工。
大槙精机的加工负责人最初曾拒绝说“做不到”,但在社長(cháng)大町亮介一点一点推进下,这位加工负责人最后全身心都投入到了试制中。因而,许多(duō)其他(tā)企业无法制造的复杂产品也都来找大槙精机加工。
=======Aero Pins 航空别针======
这可(kě)真有(yǒu)点杀鸡用(yòng)牛刀(dāo)了,大槙精机居然用(yòng)世界顶级的数控机床,把整块金属切割成别针,镶嵌施华洛世奇水晶作為(wèi)视频销售。当然,这个涡轮状,直径25mm×高7.5mm的小(xiǎo)别针售价不菲,每个需26000日元,和人民(mín)币1490元。
↓↓兰博坚尼采購(gòu)过他(tā)们的别针↓↓
↓↓法拉利也用(yòng)他(tā)们的别针↓↓
那么问题来了——
不是问挖掘机,机械君想到的是:
究竟是强大的工具重要,还是能(néng)够将强大工具用(yòng)到极致的人重要?
再看一眼大槙精机的战刀(dāo),大部分(fēn)是DMG,但不全是:
对数控机床和DMG醉心的朋友,请发送数字10,回顾机械美學(xué)第10期【数控之美】DMG MORI精密数控机床。